Traceability
SMD Reel Traceability: What Should Be Tracked and What is Not
A practical guide for SMT and EMS teams on which SMD reel traceability events matter, which data creates noise, and how to build a reliable material history without overloading operators.
SMD reel traceability should make production more reliable, not simply create a larger archive.
In many SMT and EMS factories, the traceability conversation starts from audit requirements: prove which batch was used, prove where a component came from, prove what happened during production. Those records matter, but traceability becomes much more valuable when it also improves daily work.
The practical question is not "Can we track everything?" The better question is:
Which events help us control material flow, prevent mistakes, and reconstruct production history later?
This article explains what should be tracked for SMD reels, what usually does not need to be tracked, and how to design a traceability model that operators can actually sustain.

Traceability starts with a reliable reel identity that can follow the material through storage, kitting, line-side movement, and return.
What SMD Reel Traceability Should Achieve
A good traceability process should answer operational questions quickly:
- Which reel is this?
- Which part number, supplier batch, and quantity does it represent?
- Where is it right now?
- Which production order is it reserved for?
- Was it picked, prepared, delivered, loaded, consumed, returned, or blocked?
- Which line, setup table, or kit used it?
- How much quantity remains?
- Can the reel be used again?
- What happened if there was a material issue?
The point is not to build a perfect historical museum of every touch. The point is to create enough trustworthy event history to support production, quality, planning, and inventory decisions.
The Core Object: Reel Identity
Traceability starts with a unique storage-unit identity.
In SMD operations, the same internal part number may appear on many reels. Those reels can have different suppliers, manufacturer lots, date codes, remaining quantities, moisture sensitivity states, reservations, and physical locations.
For that reason, tracking only the part number is not enough.
Each reel or storage unit should have its own identity. That identity can be created from an internal barcode, supplier barcode, QR code, RFID tag, or another controlled label.
At minimum, the reel identity should connect to:
- internal part number
- manufacturer part number, if available
- supplier or vendor reference
- batch, lot, or date code where relevant
- received quantity
- current remaining quantity
- packaging type
- moisture sensitivity attributes where relevant
- current material status
- current location
- reservation or production assignment
If this foundation is weak, every later traceability event becomes questionable.
Events That Should Be Tracked
The strongest traceability models focus on material state changes.
A state change is an event where the reel's operational meaning changes: it enters storage, becomes reserved, is picked, moves to the line, is consumed, or returns with a new quantity.
These are the events that usually matter most.
1. Receiving
Track when the reel enters the factory and which digital identity is assigned to it.
Useful data:
- received date and time
- supplier or delivery reference
- part number and package identity
- original quantity
- batch, lot, and date code if required
- who confirmed receipt
- initial quality or quarantine status
Receiving is the first reliable traceability boundary. If the reel is not identified here, the factory will try to reconstruct identity later, usually with less confidence.
2. Location Assignment
Track where the reel is stored.
Useful data:
- storage zone
- rack, shelf, cell, drawer, box, cart, or operational storage position
- timestamp of placement
- operator or automated system that confirmed the move
This event is operationally important because a reel that cannot be found is not truly available, even if the ERP says it is in stock.
3. Reservation for a Production Order
Track when a reel becomes committed to a specific production need.
Useful data:
- production order or work order
- BOM line or component requirement
- required quantity
- selected reel or reels
- alternative component decision, if used
- reservation status and timestamp
Reservation prevents the same reel from being silently promised to multiple jobs.
4. Picking
Track the moment a reel leaves available storage for a task.
Useful data:
- picking task
- picked reel identity
- source location
- destination kit, box, cart, operational warehouse, or line-side area
- scan confirmation
- operator and timestamp
Picking is one of the most important control points because it catches wrong-reel mistakes before they reach production.
5. Kitting or Preparation
Track which reels are placed into a kit or prepared material set.
Useful data:
- kit ID, box ID, cart ID, or preparation batch
- production order assignment
- reel identities inside the kit
- kit completeness status
- missing or substituted components
- preparation timestamp
A kit should be treated as a controlled material state, not just a physical box.
6. Movement to Operational Storage or Line-Side Area
Track when material leaves the main warehouse and enters production proximity.
Useful data:
- source and destination
- cart, box, or carrier identity
- responsible operator or transport task
- delivery confirmation
- current status: staged, delivered, waiting, loaded, returned
This prevents the common blind spot where the warehouse sees material as delivered while production still does not have it.
The most useful traceability events follow material state changes, not every minor physical touch.
7. Loading or Use at the Line
Track which reel was actually used in production.
Useful data:
- line, machine, feeder, setup table, or station
- production order
- reel identity
- loading timestamp
- operator or machine confirmation
- substitution or exception notes
This is the event quality teams often need most. It connects material history to real production output.
8. Consumption and Quantity Change
Track quantity changes when they affect future availability.
Useful data:
- consumed quantity
- remaining quantity
- reason for adjustment
- source of confirmation: machine data, count, scan, or operator input
- timestamp
The level of precision depends on the factory. Some teams can connect machine consumption data. Others use controlled quantity confirmation at return. The important point is that the remaining quantity should be trustworthy enough for planning and picking.
9. Return of Partial Reels
Track every returned reel as a controlled event.
Useful data:
- returned reel identity
- production order or line it returned from
- remaining quantity
- new status: available, reserved, blocked, quarantine, scrap
- destination location
- return timestamp
Return flow is often where traceability fails. Partial reels physically exist, but the system no longer knows where they are or how much quantity remains.
10. Blocking, Quarantine, Scrap, or Quality Exception
Track when a reel becomes unavailable for normal use.
Useful data:
- reason for block
- quality issue reference
- affected quantity
- responsible person
- decision status
- release or scrap confirmation
This prevents blocked material from re-entering production through informal handling.
What Usually Does Not Need to Be Tracked
Over-tracking can make traceability weaker.
If operators are forced to confirm every tiny movement, they eventually bypass the system, delay confirmations, or enter data after the fact. That creates a traceability record that looks detailed but is not reliable.
The following items usually do not need dedicated traceability events unless a specific regulatory, customer, or quality requirement demands them.
| Do not track by default | Why it often creates noise |
|---|---|
| Every handoff between nearby operators | It rarely changes material state unless responsibility, location, or production assignment changes. |
| Every temporary table placement | Short-lived micro-locations add work without improving planning or quality records. |
| Every visual inspection with no decision | Only record inspections that change status, release material, block material, or document an exception. |
| Every small reel movement inside the same controlled cell | If availability, ownership, and location granularity do not change, the event may not be useful. |
| Duplicate scans that confirm the same state | Repeated confirmations can hide the meaningful events in a long event log. |
The rule is simple: track events that change availability, location, assignment, quantity, quality status, or production usage.
The Difference Between Audit Traceability and Operational Traceability
Audit traceability proves what happened after the fact.
Operational traceability helps people make better decisions while production is running.
Both are useful, but operational traceability usually creates better audit traceability because the events are captured at the moment work happens.
For example:
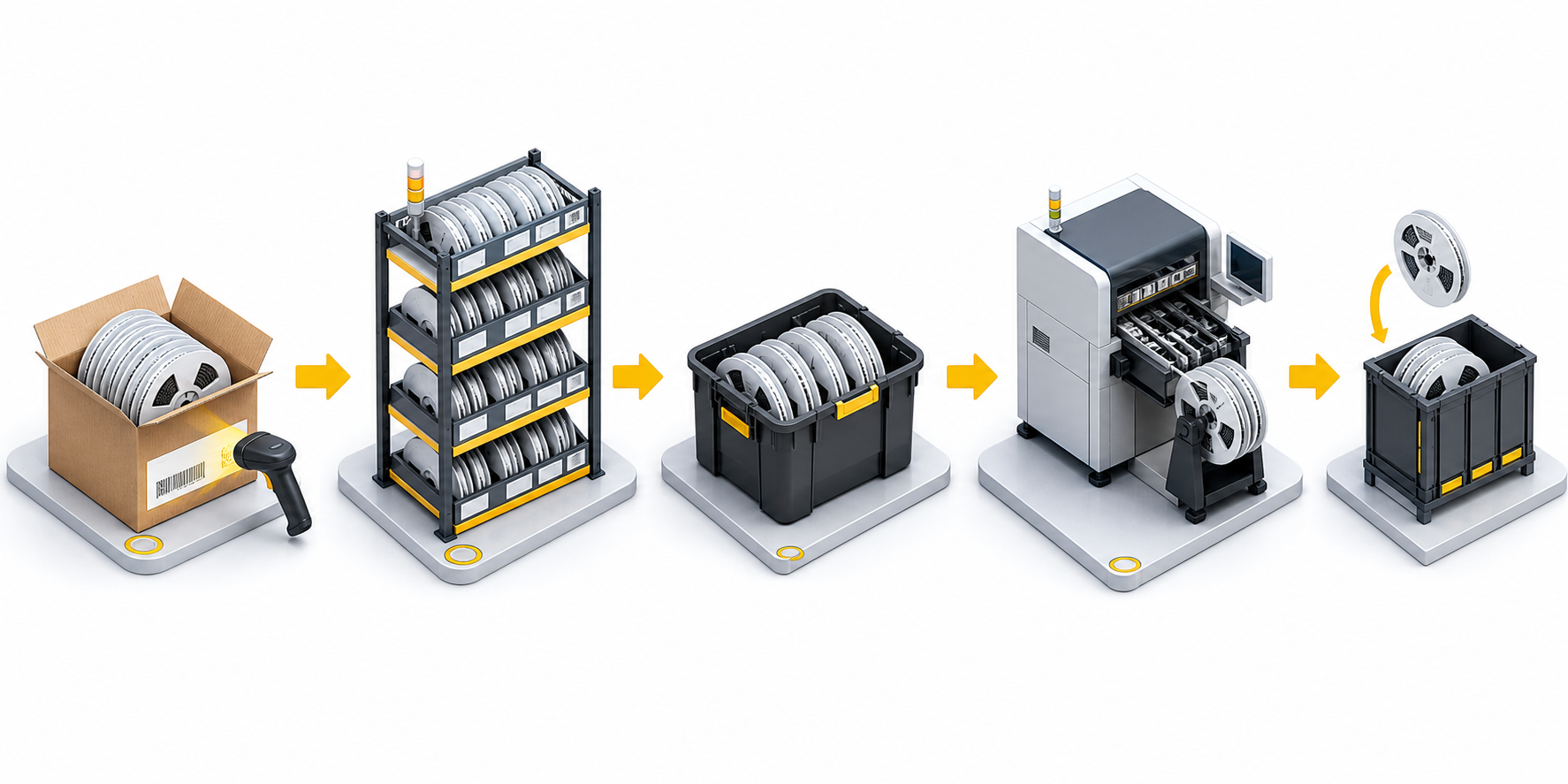
- scanning at receiving creates the reel identity
- scanning at storage placement creates location confidence
- scanning at picking prevents wrong-reel selection
- scanning at line use connects the reel to production
- scanning at return protects partial-reel inventory accuracy
When these events are part of normal work, the traceability record becomes a by-product of the material flow.
How Detailed Should Quantity Tracking Be?
Quantity precision is one of the most sensitive traceability decisions.
Some factories need very precise consumption history from machine data. Others mainly need reliable remaining quantity after production. Both models can work, but the chosen model must be honest about data quality.
Useful quantity checkpoints include:
- original received quantity
- quantity reserved for a job
- quantity picked into a kit
- quantity consumed or estimated during production
- remaining quantity confirmed at return
- quantity adjustment reason
What should be avoided is false precision. If the system claims exact quantity but the process only estimates returns, planners will trust a number that is not operationally reliable.
Traceability Data Should Have Owners
Every tracked field should have an owner.
For example:
- ERP owns master data and purchase context
- warehouse owns location and storage status
- MES or production system owns production order context
- line system or operator terminal owns loading and consumption confirmation
- quality owns quarantine, release, and exception decisions
Without ownership, fields become stale. Traceability is only useful when the data is maintained by the system or team closest to the real event.
Practical Minimum Traceability Model
For many SMT and EMS companies, a practical minimum model includes:
- unique reel or package ID
- part number and batch/date-code attributes where required
- current location
- current status
- current quantity
- production reservation
- pick event
- kit or carrier assignment
- line-side delivery event
- production use or loading event
- return event with remaining quantity
- quality block or scrap event
This is enough to answer most operational and audit questions without turning every touch into a transaction.
How YAGA Supports Reel Traceability
YAGA is designed around the idea that traceability should be generated by daily material flow.
The system connects smart storage racks, operator workflows, and software logic so reel identity, location, reservation, picking, line-side movement, and return can be captured as part of normal work.
YAGA helps SMT and EMS teams:
- identify SMD reels and packages as controlled storage units
- connect reels to smart storage locations
- reserve material for production orders
- guide operators during picking
- confirm the correct reel by scan
- move material into kits, carts, and operational storage
- support line-side delivery and return flow
- maintain a practical event history for traceability and planning
- integrate material data with existing ERP, WMS, MES, and production systems
The goal is not to record everything. The goal is to record the right events at the right time, with enough reliability that production and quality teams can trust the material history.
Conclusion
SMD reel traceability works best when it follows real material state changes.
Track the events that matter: receiving, identity, location, reservation, picking, kitting, line-side movement, production use, quantity change, return, and quality exceptions.
Do not overload operators with low-value events that do not change availability, location, assignment, quantity, quality status, or production context.
The strongest traceability system is not the one with the longest event log. It is the one that gives operators, planners, production, and quality teams a shared, trustworthy view of material reality.
Ready to make SMD reel traceability part of daily material flow?
YAGA helps SMT and EMS manufacturers connect smart storage, reel identity, picking, line-side movement, and return flow into one practical traceability model.
Talk to YAGA
Ready to discuss a smarter SMD material flow?
Share your storage, kitting, or line-side replenishment challenge and we will help shape a practical pilot.