Material Flow
SMT Material Flow: How to Connect Storage, Kitting, and Production
A practical guide for SMT and EMS manufacturers on connecting SMD component storage, kitting, operational warehouse, line-side replenishment, and production into one reliable material flow.
In SMT manufacturing, material flow is often discussed only when something goes wrong.
A reel is missing.
A component is in stock but nobody can find it.
A setup table is waiting for material.
A production order is delayed because one small component was not prepared on time.
A partial reel returned from production is not visible in the system.
Warehouse and production teams have different versions of the material status.
These problems usually do not come from one bad action. They come from gaps between storage, kitting, operational warehouse, line-side preparation, and production.
For SMT and EMS manufacturers, material flow should not be a set of disconnected manual steps. It should be a controlled process where every component movement is connected to a production context.
This article explains how to structure SMT material flow from SMD component storage to kitting and production.
What Is SMT Material Flow?
SMT material flow is the complete path of components from warehouse storage to production consumption and return.
It includes all movements and decisions related to SMD components:
- receiving components
- storing reels, sticks, trays, and packs
- assigning storage locations
- reserving material for production orders
- picking components
- preparing kits
- moving materials to operational storage
- delivering components to setup tables or SMT lines
- handling substitutions and alternatives
- returning partial reels after production
- updating remaining quantities
- keeping traceability records
A good material flow answers three simple questions:
- What material is needed?
- Where is this material now?
- What should happen to it next?
If the company cannot answer these questions quickly, production becomes dependent on manual search, operator memory, and urgent firefighting.
Why SMT Material Flow Is Hard to Manage
SMT material flow is more complex than ordinary warehouse movement.
The main reason is that SMD components are small, numerous, visually similar, and tightly connected to production plans.
A single production order may require hundreds of component positions. Each BOM line may have alternatives. The same part number may exist on several reels. Some reels may be full, some partial, some reserved, and some already moved to line-side storage.
A typical EMS company also deals with frequent changeovers, urgent customer orders, engineering changes, and mixed production volumes.
This creates a difficult operating environment:
- many SKUs
- many partial reels
- many similar-looking components
- many production orders competing for the same material
- many storage locations
- many temporary movement points
- many human handovers between warehouse and production
The material flow becomes fragile when each team works with its own local information.
The warehouse may know where the reel was originally stored.
The production team may know that the reel was taken to the line.
The operator may know that it was returned to a box.
The planner may still believe it is available in the main warehouse.
Without one shared material status, small gaps become production delays.
The Main Stages of SMT Material Flow
A practical SMT material flow can be divided into several stages.
Receiving
↓
Main SMD Storage
↓
Reservation for Production Order
↓
Picking
↓
Kitting / Preparation
↓
Operational Warehouse
↓
Line-Side Delivery
↓
Production Use
↓
Return of Partial Reels
↓
Updated Storage Availability
Each stage should have a clear rule:
- what action is performed
- who performs it
- what is scanned or confirmed
- what status changes in the system
- where the material is physically located after the action
If one stage is informal, the whole flow becomes unreliable.

A connected material flow treats kit carts, setup tables, and line-side buffers as controlled material states, not informal handoff points.
Stage 1: Receiving and Initial Identification
Material flow starts before the component reaches the shelf.
When components arrive, the warehouse should identify what has been received and connect it to internal records.
This may include:
- supplier part number
- internal part number
- manufacturer part number
- batch or lot
- quantity
- packaging type
- date code
- moisture sensitivity level, if applicable
- purchase order or delivery reference
- barcode or QR code
- internal reel or package ID
The key principle is simple:
Every storage unit should become identifiable before it enters the operational flow.
If a reel cannot be uniquely identified, it will be difficult to reserve, pick, trace, return, and reuse later.
For companies that already import production lists or component lists from ERP systems, the receiving process should reuse this data where possible. The goal is not to duplicate information manually, but to connect physical material with digital demand.
Stage 2: Main SMD Storage
After receiving, components are moved into main storage.
This can be a traditional warehouse area, smart rack system, automated storage equipment, or a combination of several storage types.
For SMT material flow, the most important storage requirement is not only capacity. It is location accuracy.
The system should know where each reel, stick, tray, or pack is stored.
A storage location may be:
- rack
- shelf
- cell
- box
- drawer
- storage zone
- cart
- operational warehouse position
- line-side position
The more precise the location model, the easier it is to pick material quickly and avoid search time.
Main storage should support:
- fast component search
- location-based picking
- partial reel visibility
- material reservation
- FIFO or FEFO rules where needed
- support for alternatives
- clear return logic
Main storage is the foundation. If storage data is unreliable, every later stage becomes weaker.
Stage 3: Reservation for Production Orders
Before components are picked, they should be reserved for a production context.
Reservation connects available material with a specific need.
The need may come from:
- production order
- customer order
- BOM
- work order
- SMT line plan
- kitting request
- replenishment request
Without reservation, the system may show that a component is available, but it may already be needed for another job.
This is especially important when:
- the same component is used in several orders
- one reel can cover only part of the demand
- alternatives are allowed
- partial reels are involved
- urgent orders appear
- production sequence changes
Reservation helps answer:
- which reel should be used for which order
- whether the required quantity is available
- whether an alternative component is acceptable
- whether material is already picked
- whether the order is ready for kitting
- whether any shortage remains
For EMS companies, reservation logic should be flexible. Real production rarely follows a perfect plan. The system should support changes without losing visibility.
Stage 4: Picking
Picking is where storage turns into production preparation.
A good picking process should be guided by the system, not by operator memory.
A typical picking flow:
- The operator receives a task for a production order or replenishment request.
- The system shows required components and locations.
- The operator goes to the indicated rack, shelf, box, or storage cell.
- The operator scans the component or storage location.
- The system verifies that the correct item was picked.
- The item status changes from "available" to "picked" or "assigned".
- The component is placed into a kit, box, cart, or operational storage area.
Picking errors are expensive because they often appear later, closer to production.
A wrong reel picked in the warehouse can lead to:
- delayed setup
- wrong component loaded
- urgent search
- line stop
- traceability correction
- rework risk
Guided picking reduces these problems by confirming the physical action at the moment it happens.
Smart racks and pick-to-light indication can make this process even more reliable. Instead of only displaying a location on a screen, the system can guide the operator to the correct physical position.
Stage 5: Kitting
Kitting is the process of preparing the required components for a production order or job.
In SMT manufacturing, kitting may include:
- selecting reels for the order
- grouping components by BOM
- checking alternatives
- checking quantities
- preparing labels
- placing components into boxes or carts
- preparing materials for setup tables
- confirming kit completeness
A kit is not just a box of components. It is a temporary production-ready material state.
A good kitting process should answer:
- is the kit complete?
- which components are missing?
- which alternatives were selected?
- which reels are inside the kit?
- where is the kit now?
- which line, table, or order is it assigned to?
- who prepared it?
- when was it prepared?
The most common problem with kitting is that the physical kit and the digital system diverge.
For example:
- a reel is added to the box but not confirmed in the system
- a reel is removed from the kit but still shown as assigned
- a partial reel is replaced with another reel informally
- a kit is moved to production without status update
- shortage is known by the operator but not visible to planning
To avoid this, kitting should be treated as a controlled stage in the material flow, not just a manual grouping activity.
Kitting vs Dynamic Replenishment
Different factories use different material preparation models.
Two common approaches are full kitting and dynamic replenishment.
Full kitting
In full kitting, all required components for a job are prepared before production starts.
This works well when:
- jobs are well defined
- changeovers are planned
- material availability is stable
- production wants a clear ready/not-ready status
- warehouse teams can prepare kits in advance
The main benefit is clarity. Production receives a prepared set of components.
The main limitation is flexibility. If plans change, the kit may need to be reworked.
Dynamic replenishment
In dynamic replenishment, materials are delivered to the line or operational warehouse as they are needed.
This works well when:
- production is continuous
- demand changes frequently
- line-side buffers are used
- the system can detect upcoming shortages
- warehouse and production are tightly connected
The main benefit is flexibility. Material can move according to actual consumption and priority.
The main limitation is control. If the replenishment process is not well managed, the line can wait for components.
Hybrid model
Many SMT and EMS companies need a hybrid model.
They prepare core materials in advance, but also support urgent replenishment, substitutions, partial returns, and line-side adjustments.
This is why material flow software should not be limited to only one model. It should support both prepared kits and dynamic movement.
Stage 6: Operational Warehouse Near Production
Between the main warehouse and the SMT line, there is often an intermediate area.
This may be called:
- operational warehouse
- production warehouse
- line-side storage
- staging area
- preparation zone
- material buffer
This area is important because it connects warehouse logic with production reality.
Components may arrive there in boxes, carts, kits, or prepared batches. Operators may use this area to charge setup tables, prepare upcoming jobs, and handle returned reels.
If this area is not digitally controlled, it becomes a blind spot.
The system may know that material left the main warehouse, but not whether it reached the setup area, table, line, or return location.
A controlled operational warehouse should support:
- receiving picked materials from the main warehouse
- storing kits or boxes by order
- preparing material for setup tables
- confirming movements to production
- holding partial reels after line use
- separating returned material from new material
- showing real-time material status to warehouse and production
For many EMS companies, improving this operational warehouse is one of the fastest ways to reduce line-side chaos.
Stage 7: Line-Side Delivery and Production Use
The final goal of material flow is to make sure the SMT line has the right components at the right time.
Line-side delivery may include:
- moving kits to setup tables
- delivering reels to feeders
- replacing empty reels
- delivering urgent missing components
- moving unused reels back to operational storage
- confirming consumption or return
At this stage, timing matters.
A component that is available in the warehouse but not delivered to the line on time can still cause downtime.
A connected material flow should help production teams see:
- which components are ready
- which components are already delivered
- which components are missing
- which reels are currently assigned to the line
- which components need replenishment soon
- which returned reels must be processed
This is where integration with production planning, MES, SMT line systems, or operator terminals can be valuable.
The goal is not to overload operators with software. The goal is to make the material status visible before it becomes a production stop.
Stage 8: Return Flow After Production
Return flow is often weaker than picking flow.
Many companies focus on getting material to production, but pay less attention to what happens after production ends.
This creates long-term inventory problems.
After production, reels may be:
- fully consumed
- partially consumed
- returned for future use
- kept near the line
- moved to a temporary box
- mixed with other order leftovers
- waiting for quantity update
If the return process is informal, the system becomes unreliable.
A good return flow should include:
- Identifying the returned reel.
- Confirming remaining quantity.
- Removing the production assignment if appropriate.
- Updating the reel status.
- Assigning a new storage location.
- Making the reel available for future orders.
Return flow is not only about inventory accuracy. It is also about traceability and future planning.
A partial reel that is not returned properly may become invisible, even though it physically exists. Another reel may be purchased unnecessarily. An operator may later spend time searching for a component that was never registered back into storage.
The Role of Software in SMT Material Flow
Software should connect the physical process into one digital contour.
It should not simply store component records. It should control transitions between material states.
Example material states:
- received
- stored
- reserved
- picked
- prepared
- moved to operational warehouse
- delivered to setup table
- delivered to line
- consumed
- partially returned
- available again
- blocked
- missing
- substituted
Each status should reflect a real physical state.
This helps different teams work from the same picture:
- warehouse sees what to pick
- production sees what is ready
- planning sees what is missing
- management sees bottlenecks
- quality sees traceability
- operators see next actions
The software layer becomes especially important when a company uses several types of equipment:
- smart storage racks
- barcode scanners
- tablets
- operator terminals
- carts
- AGV robots
- SMT line interfaces
- ERP or MES integrations
Without integrated software, each piece of equipment becomes a separate island.
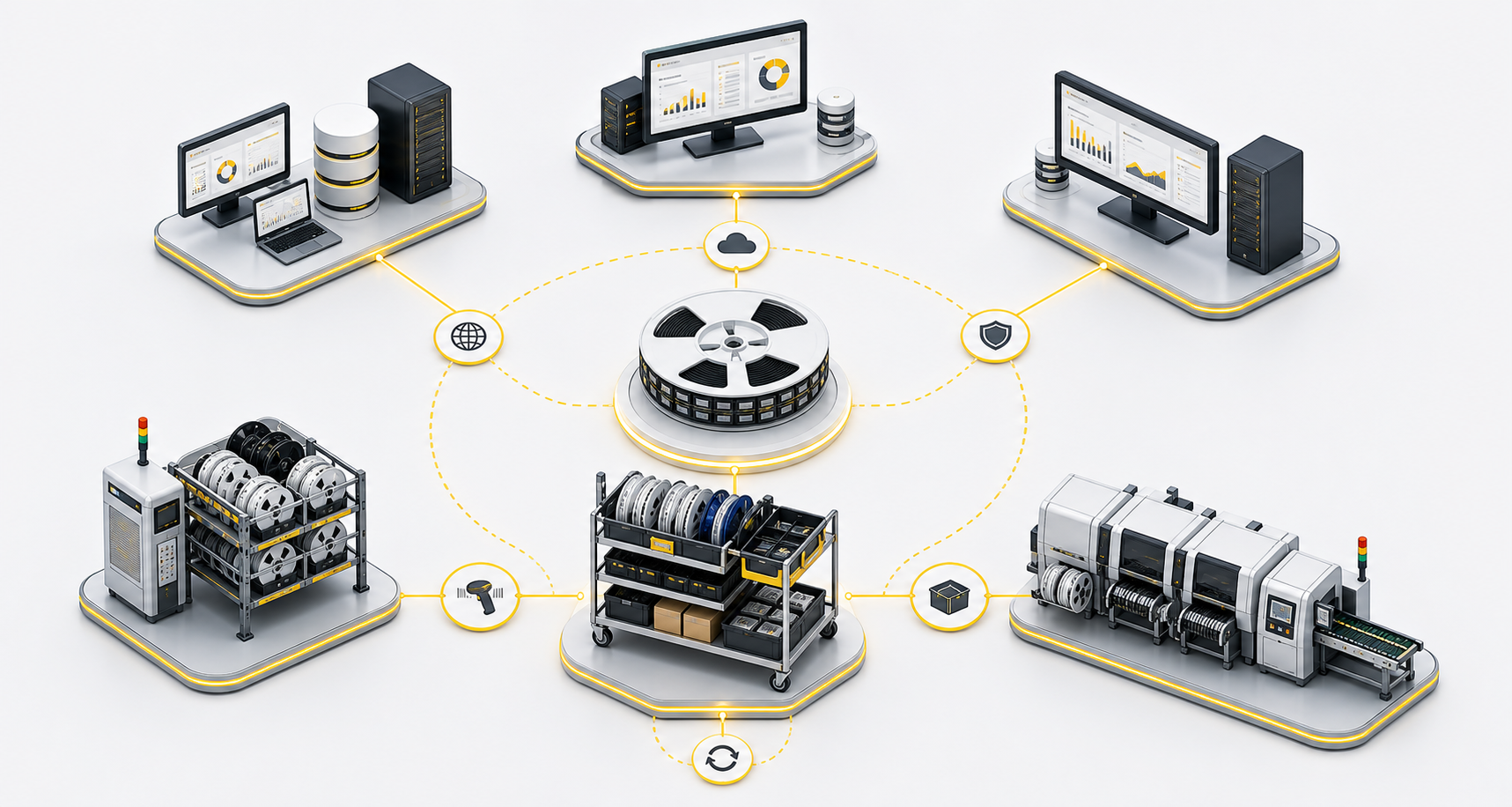
For European and international EMS teams, the integration layer should stay vendor-neutral: ERP, WMS, MES, smart storage, kitting, and line-side systems need shared material status without depending on one regional product stack.
Smart Hardware in SMT Material Flow
Smart hardware helps translate digital instructions into physical action.
In SMT material flow, smart hardware may include:
- smart SMD storage racks
- pick-to-light locations
- handheld scanners
- tablets or terminals
- smart carts
- line-side displays
- AGV robots
- storage sensors
- label printers
The most important point is that hardware should not operate separately from the process.
A smart rack is useful when it is connected to picking tasks.
A smart cart is useful when it is connected to material movement status.
An AGV is useful when it knows what to deliver, where, and why.
A scanner is useful when every scan changes the real system state.
Smart hardware should make the correct action easier than the incorrect action.
AGV Robots and Smart Carts in Material Flow
AGV robots and smart carts can improve internal logistics, but they should be introduced at the right time.
An AGV does not fix a chaotic material process. If storage locations are wrong, reservations are missing, and kits are not digitally controlled, an AGV will only move confusion faster.
Before introducing AGV delivery, the company should already know:
- where each component is stored
- which material is reserved
- which kit or order needs delivery
- where the material should be delivered
- who or what will receive it
- how the delivery will be confirmed
- what happens if the line rejects or returns the material
Smart carts are often a practical intermediate step.
A smart cart can act as:
- a mobile storage unit
- a kit carrier
- a line-side buffer
- a delivery task object
- a bridge between warehouse and production
For many SMT and EMS companies, the path is:
- Structure storage.
- Digitize picking.
- Control operational warehouse.
- Use carts for organized movement.
- Add AGV automation where routes and tasks are stable.
This sequence is usually safer than starting with robots before the material process is ready.
Metrics for SMT Material Flow
A material flow improvement project should be measured.
Useful metrics include:
- average component search time
- picking accuracy
- number of missing components during setup
- number of material-related line stops
- kit completeness rate
- time from picking request to delivery
- number of uncontrolled temporary locations
- percentage of partial reels returned correctly
- number of manual corrections
- frequency of urgent material requests
- operator walking distance
- storage location accuracy
- shortage detection time
These metrics help the team move from opinions to process improvement.
For example, if the average search time drops, operators save time every day.
If kit completeness improves, changeovers become more predictable.
If return accuracy improves, inventory and planning become more reliable.
Common Mistakes When Improving SMT Material Flow
Mistake 1: Automating before standardizing
Automation works best when the process is already clear. If the current process is informal, automation may simply make problems more expensive.
Mistake 2: Focusing only on the main warehouse
Many problems happen between the warehouse and the line. Operational storage, carts, setup tables, and return points must also be visible.
Mistake 3: Treating kitting as a manual side process
Kitting should be part of the digital material flow, not a separate activity managed by paper lists.
Mistake 4: Ignoring return flow
If partial reels are not returned properly, inventory accuracy will degrade over time.
Mistake 5: Creating isolated systems
A rack system, WMS, ERP, MES, and line-side process should exchange information. Otherwise, teams continue to work from different versions of reality.
Mistake 6: Measuring stock but not movement
Inventory quantity is important, but movement status is equally important. In SMT production, knowing where material is now and what happens next is often more valuable than a static stock number.
Practical Checklist: Is Your SMT Material Flow Connected?
Use this checklist to evaluate your current process.
- Can you see where each required reel is located?
- Can you reserve reels for specific production orders?
- Can operators pick components using guided tasks?
- Can you confirm that the correct reel was picked?
- Can you see whether a kit is complete?
- Can you track material movement from main storage to operational storage?
- Can production see which materials are ready?
- Can warehouse see which materials are missing or urgent?
- Can returned partial reels be updated and stored correctly?
- Can you trace which reel was used for which order or line?
- Can you identify where material-related delays happen?
- Can your storage process support smart carts or AGV delivery later?
If many answers are "no", the problem may not be lack of automation. The problem may be that storage, kitting, and production are not yet connected into one material flow.
How YAGA Connects Storage, Kitting, and Production
YAGA is designed to help SMT and EMS manufacturers build a connected material flow around SMD components.
The system combines smart storage hardware, material flow software, and integration logic to connect warehouse operations with production needs.
YAGA helps teams:
- receive and structure SMD component data
- store reels, sticks, trays, and packages in known locations
- reserve components for production orders
- guide operators during picking
- prepare kits and boxes for production
- control operational warehouse near SMT lines
- charge setup tables from prepared materials
- return partial reels after production
- maintain traceability through daily operations
- integrate material data with existing business and production systems
- build a foundation for smart carts, AGV robots, and AI optimization
The goal is to reduce manual search, prevent material confusion, improve line readiness, and make the warehouse part of one digital production contour.
Conclusion
SMT material flow is not only a warehouse process. It is the connection between storage, planning, kitting, operational warehouse, line-side delivery, production use, and return.
When these stages are disconnected, teams lose visibility. Components become hard to find. Kits become incomplete. Partial reels disappear. Production discovers shortages too late.
A connected material flow solves these problems by making every movement visible and tied to production context.
The practical path starts with reliable storage locations, component identification, reservation logic, guided picking, controlled kitting, operational warehouse visibility, and return flow discipline.
Only after this foundation is in place do smart carts, AGV robots, and AI optimization become truly valuable.
For SMT and EMS companies, better material flow means fewer surprises, faster preparation, less manual search, and more reliable production.
Ready to connect your SMD storage, kitting, and production flow?
YAGA helps SMT and EMS manufacturers build a practical digital material flow with smart racks, connected software, and production integration.
Talk to YAGA
Ready to discuss a smarter SMD material flow?
Share your storage, kitting, or line-side replenishment challenge and we will help shape a practical pilot.